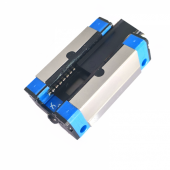
臺灣PMI直線導軌MSA20LA屬于高組裝系列,導軌安裝孔孔距為60,滑塊安裝孔為53*40,由于對生產制造精度嚴格管控,直線導軌尺寸能維持在 定的水準內,且滑塊有保持器的設計以防止鋼珠脫落。

臺灣PMI直線導軌MSA20LA屬于高組裝系列,銀泰導軌安裝孔孔距為60,滑塊安裝孔為53*40,由于對生產制造精度嚴格管控,直線導軌尺寸能維持在 定的水準內,且滑塊有保持器的設計以防止鋼珠脫落。 為了能夠提升數控機床主軸的剛度,不僅采用三支撐結構,并且選用鋼性較好的雙列短圓柱滾子軸承與角接觸向心推力軸承交接出相忒力方式的軸承,從而減小主軸的徑向與軸向變形。為了提高機床大件的剛度,我們采用封閉界面的床身,其次采用液力平衡減少移動部件,避免因位置變動造成而導致機床的變形。為了能有效提高直線導軌MSA20LA各部件的接觸剛度,增加機床的承載能力,采用刮研的方法增加單位在面積上的接觸點,并結合面之間施加足夠大的預加載荷,從而增加接觸面積。這些措施都能有效地提高接觸剛度。受到內外熱源的影響下,機床各部件將會產生不同程度的熱變形,容易導致工件以及刀具之間的相對運動關系遭受破環,促使機床季度下降。
對于自動化數控機床來說,大范圍的加工過程通過計算的指令進行控制的,熱變形的影響就更加嚴重了。為了可以減少熱變形的狀況,在數控機床結構中通常將工作臺(或拖板)的位移量至十 脈中值的 小單位,通常要求能夠以基地的速度進行運動。為了使工作臺能夠對數控裝置的指令作出準確響應,就需要采取相對應的措施。目前常用的滑動直線導軌、滾動直線導軌以及靜壓直線導軌在摩擦阻尼特性方面存在著不同的差別。在進給系統中常用滾珠絲桿替代滑動絲桿也可以收到同樣的效果。
目前,數控化機床行業大部分都是采用滾珠絲桿傳動。大部分數控機床應用了直線導軌MSA20LA多主軸、多刀架、以及帶刀庫的自動換刀裝置等,從而減少換刀時間。對于切屑用量較大的數控機床,床身結構需要有利于排屑。當機床運行 段時間后,主軸箱內的傳動部件所產生的熱量促使立柱向上變形,產生了偏差,在液壓油泵與其他傳動元件發熱的影響下,床身沿縱向產生中間凸起,由于床身縱向的伸長促使支承絲桿的軸承向左移動,又產生了偏差,除此之外;由于電動機其所產生的熱量值,促使立柱傾斜,導致了偏差。綜合這 系列的變形會讓加工孔的坐標精度與軸線的垂直度受到影響。
 會員業務:
會員業務: 新聞投稿:
新聞投稿: