1.2 產(chǎn)品說明
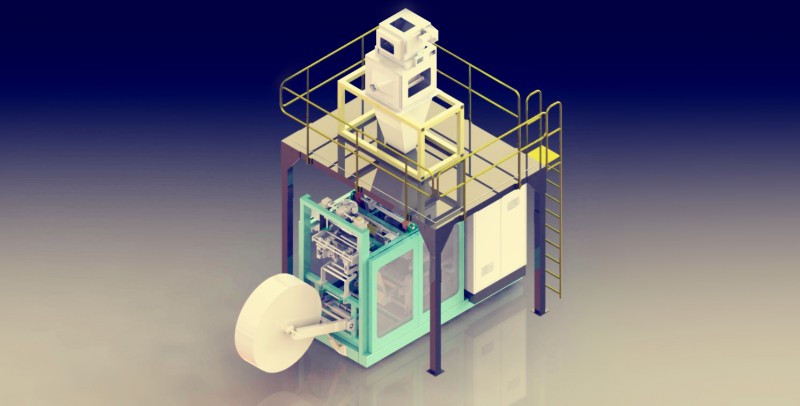
FFS即:截底成型(form)→包裝線自動灌裝(fill)→袋口封合(seal)。這臺FFS重膜包裝機(jī)是我公司針對石油化工,塑料粒子,飼料等行業(yè)專門研發(fā)的新型包裝設(shè)備。下圖簡介機(jī)器各主要部件結(jié)構(gòu)及功能見www.auto-zypack.com
FFS重膜包裝機(jī)主機(jī)模型圖
主要部件:
1-膜卷翻轉(zhuǎn)托架
2-供袋機(jī)構(gòu)
3-角封機(jī)構(gòu)
4-袋長調(diào)整機(jī)構(gòu)
5-送袋機(jī)構(gòu)
6-底封機(jī)構(gòu)
7-開袋機(jī)構(gòu)
8-料門機(jī)構(gòu)
9-夾袋縮口機(jī)構(gòu)
10-上封機(jī)構(gòu)
11-上封冷卻機(jī)構(gòu)
12-擺臂機(jī)構(gòu)
13-立袋輸送機(jī)構(gòu)(包括底封冷卻+敦實(shí)機(jī)構(gòu)+間歇運(yùn)動輸送機(jī)+常轉(zhuǎn)輸送機(jī))
1.3 部件說明
結(jié)構(gòu)特點(diǎn)
☆ 安全性高,采用全封閉結(jié)構(gòu),并設(shè)連鎖裝置,工作過程中人員若進(jìn)入設(shè)備內(nèi),設(shè)備將自動停機(jī)并報(bào)警,待人工確認(rèn)復(fù)位后,設(shè)備才能再次啟動;
☆ 適應(yīng)性高,對不同包裝袋袋長及袋寬,只須作簡單的調(diào)整(其中包裝袋袋長直接在觸摸屏上改變設(shè)定即可),即可進(jìn)行工作,以適應(yīng)不同物料堆密度變化而單袋總重不變的情況;
☆ 袋長控制準(zhǔn)確,袋長誤差小于±5mm;
☆ 角封機(jī)構(gòu),因M型包裝袋袋口兩層膜而袋角四層膜,往往在同等封口溫度下,四袋角封口強(qiáng)度較袋口封口強(qiáng)度弱(但滿足設(shè)備自動碼垛要求),本機(jī)增設(shè)角封機(jī)構(gòu),對袋角增加額外封口,使袋口封口更加可靠,同時(shí)使?jié)M料袋更加方整,碼出的垛型更加整齊、美觀;
☆ 封口系統(tǒng)采用模擬量控制,具有加熱速度快,加熱溫度范圍大(加熱溫度可達(dá)300℃)的特點(diǎn),加熱溫度在觸摸屏上直接設(shè)定,當(dāng)加熱片溫度 達(dá)到設(shè)定值,控制器即向PLC發(fā)出信號,PLC即控制設(shè)備進(jìn)行下 工步,這樣既保證封口的可靠性又不影響設(shè)備的工作速度;
☆ 封口控制器具有故障自檢功能,當(dāng)封口系統(tǒng)發(fā)生故障時(shí),對照故障代碼表,即可迅速得知故障部位;
☆ 封口冷卻系統(tǒng),利用渦流冷卻原理,用儀表風(fēng)產(chǎn)生0℃以下( 低可達(dá)-40℃以下)的冷風(fēng)氣流分別對熱封后的上下封口進(jìn)行前后兩道冷卻,渦流管產(chǎn)生的冷風(fēng)直接吹到封口上,這樣熱交換效率高且可靠,保證環(huán)境溫度高時(shí)封口也能及時(shí)冷卻,提高了封口的可靠性;
☆ 角封冷卻系統(tǒng),因角封加熱面積小,熱合后進(jìn)入下 工步的時(shí)間長,故對角封的冷卻采用壓縮空氣直接吹角封封口的方式進(jìn)行冷卻;
☆ 料袋排氣,在空料袋進(jìn)行角封的過程中,設(shè)備在角封V型處打 小三角孔(孔的大小可調(diào),袋四角各 個(gè)),此孔沿角封外端與袋內(nèi)相通,這樣既保證了料袋在壓平時(shí)可順利排氣,又可防止灰塵進(jìn)入料袋;
☆ 料袋振動緊實(shí)機(jī)構(gòu),利用振動緊實(shí)原理,在裝料過程中,機(jī)構(gòu)對料袋進(jìn)行高頻振動,使料粒具有流體的流動性,這樣物料充填緊密,所混空氣少,有利排氣及減小料袋袋長;
☆ 系統(tǒng)具有三聯(lián)件,能對儀表風(fēng)起到潤滑、過濾及調(diào)壓作用。
料門機(jī)構(gòu)
料門機(jī)構(gòu)是袋成型自動包裝機(jī)的 個(gè)重要功能單元,已打開袋口的空料袋被送到裝料位后,減速電機(jī)通過驅(qū)動連桿帶動料門機(jī)構(gòu)下降,主動翻門、從動翻門插入料袋并打開,裝料開始,同時(shí)粉塵經(jīng)放料斗組件被吸入除塵系統(tǒng)中,待裝料結(jié)束后,減速電機(jī)通過驅(qū)動連桿帶動料門機(jī)構(gòu)上升,主動翻門、從動翻門關(guān)閉,完成 個(gè)工作循環(huán)。
口封機(jī)構(gòu)
口封機(jī)構(gòu)的主要功能是將充滿物料的料袋袋口封合,裝滿物料的料袋被送至口封位后,夾持桿與口封閉合,口封內(nèi)加熱片通電加熱對料袋袋口進(jìn)行熱封合,加熱結(jié)束后,夾持桿與口封打開,完成 個(gè)工作循環(huán)。封邊與袋口的距離小于10mm.
口封冷卻機(jī)構(gòu)
口封冷卻結(jié)構(gòu)的主要功能是將袋口熱封封口冷卻降溫,提高封口的可靠性。熱封合后的料袋被送到口封冷卻位后,氣缸帶動活動冷風(fēng)管運(yùn)動,將料袋袋口熱合部位夾住,冷卻器出來的低溫氣流對熱合部位進(jìn)行冷卻降溫,降溫后汽缸帶動活動冷風(fēng)管運(yùn)動,松開料袋,完成 個(gè)工作循環(huán), 個(gè)料袋 后經(jīng)過兩次冷卻。
開袋口機(jī)構(gòu)
開袋口機(jī)構(gòu)是將空料袋袋口打開,為裝料工位作準(zhǔn)備。當(dāng)空料袋被送到此工位后,吸盤將料袋夾住,真空閥打開,吸盤半開,待角片(在開袋位手爪上)插入袋口后,真空閥關(guān)閉,吸盤完全張開,完成 個(gè)工作循環(huán)。
夾袋縮袋機(jī)構(gòu)
夾袋縮袋機(jī)構(gòu)在裝袋工位與料門機(jī)構(gòu)配合,完成物料的充填。夾袋縮袋機(jī)構(gòu)夾住由開袋口機(jī)構(gòu)處取來的料袋,在料門機(jī)構(gòu)下降打開的同時(shí),夾袋縮袋機(jī)構(gòu)相向向內(nèi)側(cè)運(yùn)動,使料袋袋口打開進(jìn)行物料充 擺臂機(jī)構(gòu)
擺臂機(jī)構(gòu)是袋成型包裝機(jī)的主要組成之 ,各工位間的料袋轉(zhuǎn)換主要靠擺臂機(jī)構(gòu)來完成,擺臂機(jī)構(gòu)主要由驅(qū)動機(jī)構(gòu)、取袋手爪、開袋位手爪、裝袋位手爪、滿袋輸送手爪Ⅰ、滿袋輸送手爪Ⅱ、抱夾機(jī)構(gòu)組成。
驅(qū)動機(jī)構(gòu)
主要是提供手爪安裝平臺并按節(jié)拍轉(zhuǎn)換各手爪的工作位置,減速電機(jī)通過驅(qū)動臂、連桿板帶動主動擺臂往復(fù)擺動,進(jìn)而帶動整個(gè)機(jī)構(gòu)在前后兩工位間網(wǎng)復(fù)運(yùn)動。
取袋手爪
主要是將制好的料袋夾送至開袋口機(jī)構(gòu)處,驅(qū)動機(jī)構(gòu)在后位時(shí),旋轉(zhuǎn)汽缸動作,帶動夾塊夾住空料袋,待驅(qū)動機(jī)構(gòu)運(yùn)動到前位,吸盤夾住料袋后,旋轉(zhuǎn)氣缸帶動夾塊張開,完成 個(gè)料袋的工作位變換。
開袋位手爪
主要是保持料袋袋口的開度并將料袋夾送至裝袋工位,驅(qū)動機(jī)構(gòu)在后位時(shí),旋轉(zhuǎn)汽缸帶動夾塊夾住料袋,同時(shí)角片氣缸帶動角片運(yùn)動,插入已張開的料袋袋口,保持料袋袋口的開度,待驅(qū)動機(jī)構(gòu)運(yùn)動到前位,夾袋手爪夾住料袋,料門插入料袋后,旋轉(zhuǎn)氣缸帶動夾塊張開,角片抬起離開料袋,完成 個(gè)料袋的工位轉(zhuǎn)換。
裝袋位手爪
主要是將滿料袋由裝袋工位夾送至口封工位,驅(qū)動結(jié)構(gòu)在后位時(shí),氣缸帶動手爪將料袋夾住,待裝料結(jié)束后,隨驅(qū)動機(jī)構(gòu)前行,在前行的過程中,氣缸拉動手爪向外運(yùn)動,袋口閉合,驅(qū)動機(jī)構(gòu)在前位時(shí),待封口機(jī)構(gòu)夾住料袋后,汽缸帶動手爪張開,完成 個(gè)料袋的工位轉(zhuǎn)換。
滿袋輸送手爪
主要是將滿料袋由出口封工位送至口封冷卻工位,驅(qū)動機(jī)構(gòu)在后位時(shí),氣缸帶動手爪將料袋夾住,待口封結(jié)束后,驅(qū)動機(jī)構(gòu)運(yùn)行到前位,待口封冷卻機(jī)構(gòu)將料袋夾住后,氣缸帶動手爪張開,完成 個(gè)料袋的工位轉(zhuǎn)換。
抱夾機(jī)構(gòu)
主要是配合裝袋位手爪將滿料袋由裝袋工位送至口封工位,同時(shí)料袋被推到立袋輸送機(jī)上。
送袋機(jī)構(gòu)
送袋機(jī)構(gòu)輸送未裁出的料袋并向PLC提供袋長信號,送袋開始時(shí),減速電機(jī)帶動滾筒高速運(yùn)轉(zhuǎn),待輸送料袋袋長達(dá)到設(shè)定袋長的 定比例后,PLC控制減速電機(jī)低速運(yùn)轉(zhuǎn),待輸送料袋袋長達(dá)到設(shè)定袋長后,PLC控制減速電機(jī)制動停止,完成 個(gè)料袋的輸送。
底封機(jī)構(gòu)
底封機(jī)構(gòu)按設(shè)定袋長裁出 個(gè)空料袋并對下 料袋的袋底進(jìn)行熱封合。料袋進(jìn)入底封機(jī)構(gòu)并達(dá)到設(shè)定袋長后,氣缸帶動夾桿及底封將料袋夾住,同時(shí)底封開始熱合,切刀運(yùn)動,裁出 個(gè)空料袋,待取袋手爪夾住料袋后,氣缸帶動夾桿及底封張開,完成 個(gè)工作循環(huán)。封邊與袋口的距離小于10mm。
袋長調(diào)節(jié)機(jī)構(gòu)
袋長調(diào)節(jié)機(jī)構(gòu)主要是在袋長設(shè)定變化時(shí),調(diào)整角封處于適當(dāng)位置。當(dāng)需要調(diào)整時(shí),在觸摸屏上設(shè)定需增加或減少的量,減速電機(jī)轉(zhuǎn)動,進(jìn)而帶動調(diào)整輪移動,從而達(dá)到調(diào)整的目的。
角封機(jī)構(gòu)
角封機(jī)構(gòu)主要是在M型料袋的兩側(cè)M邊上分別作八字型封口,待料袋底封,裁剪后,八字型封口的 僘在前 個(gè)料袋的袋口,而另 僘在后 個(gè)料袋的袋底。
供袋機(jī)構(gòu)
供袋機(jī)構(gòu)主要的功能是將薄膜卷引入包裝機(jī)并緩存薄膜卷。
膜卷舉升機(jī)構(gòu)
膜卷舉升機(jī)構(gòu)主要是將薄膜卷頂起,便于供袋機(jī)構(gòu)展開膜卷。膜卷穿入料帶支撐軸固定后,啟動泵,油缸帶動機(jī)架擺動,將膜卷舉離地面后,泵停止泵油,機(jī)架將保持在 固定位置直至膜卷用盡。
1.4 設(shè)備參數(shù)
設(shè)計(jì)速度:20bag/min
包裝規(guī)格:25kg/bag,如聚丙烯顆粒(PP顆粒)
膜卷要求:M型PE重包裝膜袋卷,熔融指數(shù)>0.2,膜厚140-200um±4% ,折邊深度80mm±3mm,包材尺寸(650-950)x400180 mm,膜卷直徑1500mm,膜卷內(nèi)筒150mm+/-5mm
操作電壓:380V 50Hz
控制電壓:24V DC
環(huán)境要求:溫度 5-40℃,濕度 高80%
壓縮空氣:耗氣量3m3/min,氣壓6kgf
功率:約10KW
噪音:<80dB,在離機(jī)器1m遠(yuǎn),1.6m高處測量

 會員業(yè)務(wù):
會員業(yè)務(wù): 新聞投稿:
新聞投稿: