<del id="2s00k"></del> 鑄鐵平臺進行機械加工時選擇毛坯是 個重要的環節,毛坯的選擇不只影響毛坯的加工工藝和工藝費用,并且也會影響到機械加工的工藝辦法和加工質量。因而需求量具毛坯鑄造和機械加工兩個方面的工藝人員密切配合,合理的確定毛坯的品種,布局形狀。
檢定前通過改變三個支承點高度,用水平儀將鑄鐵檢驗大致調至水平,使鑄鐵檢驗荷均勻分布于各支點上。大平臺增加的支承點需墊平穩,不可破壞水面。用水平儀檢定時,平臺本身為測量基面,其放置應穩定;用自準直儀檢定時,儀器與平臺不在同 剛體上.儀器支架牢固性尤為重要。所以檢定規程要求檢定場地應牢固穩定,檢定地點應避免振動。
對于檢定人員在特大鑄鐵檢驗平臺上檢定時的移動,
應考慮檢定場地的穩定性,注意重力變化的影響。對于400mm×400mm以下的小平臺,其平臺重量較輕,而檢定工具(水平儀或反射鏡及橋板)重量較重,當其放在不同位置時,平臺的三個支點負荷發生不均衡變化,造成平臺與支承間產生接觸變形。檢定時除應考慮檢定地點穩定外,還應注意檢定工具的重量,時應增加輔助支承來增強平臺放置的牢固性。還可使用配重方檢查。
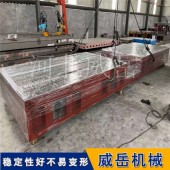
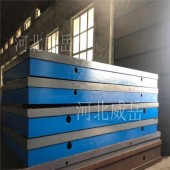
鑄鐵檢驗平臺的技術要求:
1、鑄鐵檢驗平臺工作面不得有影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、繡點等問題。
2、鑄鐵檢驗平臺的鑄造表面應清楚型砂且平整,涂漆牢固。
3、鑄鐵檢驗精度等 為0 ~3 的平臺工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應小于周圍材料的硬度。工作面堵塞的砂孔應不多于4個,且砂孔之間的距離應不小于80mm。
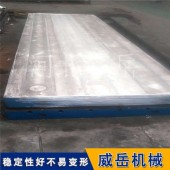
4、鑄鐵平臺應采用細密的灰口鑄鐵等材料制造,其工作面硬度應為170~220HB。
5、鑄鐵檢驗平臺工作面通常采用刮削工藝。對采用刮削加工的3 平臺工作面,其表面粗糙度Ra允許值為5μm。
6、鑄鐵檢驗平臺應去磁和穩定性處理。
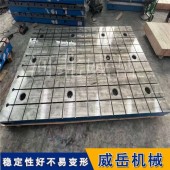
7、鑄鐵檢驗平臺相對兩個側面上,應有安裝手柄或吊環裝置的螺紋孔(或圓柱孔),且裝置位置的設計應盡量減少因搬運而引起的變形。
8、若鑄鐵檢驗平臺工作面上設置螺紋孔(或溝槽),其部位應不高于工作面。
鑄鐵檢驗平臺的維護和保養
1、鑄鐵檢驗平臺測量零件時,要等零件停穩后進行,否則不但使量具的測量面過早磨損而失去精度,且會造成事故。
2、測量時把鑄鐵檢驗平臺和零件的被測量表面都要清洗干凈還有毛刺的影響,都會影響平臺的精度,去測量鍛鑄件毛坯,或帶有研磨劑(如金剛砂等)的表面是錯誤的,這樣易使測量面很快磨損而失去精度。
3、量具在使用中,不要和工具、 具如銼 、榔頭、車 和鉆頭等堆放在 起,免碰傷量具。也不要隨便放在機床上,免因機床振動而使量具掉下來損壞。尤其是游標卡尺等,應平放在專用盒子里,免使尺身變形。 http://www.chinaweiyue.com/
4、量具是測量工具,不能作為其他工具的代用品。例如拿游標卡尺劃線,拿百分尺當小榔頭,拿鋼直尺當起子旋螺釘,以及用鋼直尺清理切屑等都是錯誤的。把量具當玩具,如把百分尺等拿在手中任意揮動或搖轉等也是錯誤的,都是易使量具失去精度的。
聯系人 威岳機械謝女士15350773479
 會員業務:企業認證:技術支持:
會員業務:企業認證:技術支持: 新聞投稿:戰略合作:
新聞投稿:戰略合作:
滬公網安備31012002006133