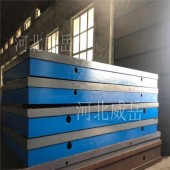
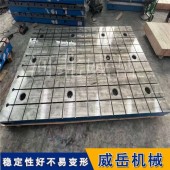
<del id="2s00k"></del> 鑄鐵平臺也被稱為鑄鐵平臺,是 種應用的設備,鑄鐵平臺外觀基本上是箱體式,工作面有長方形、正方形或圓形,材料為HT200-300,QT400-600,采用刮研工藝,工作面上可加工V形、T形、U形槽、槽、圓孔、長孔等,是用于工件、設備檢測、劃線、裝配、焊接、組裝、鉚焊的平面基準量具。鑄鐵平臺在生產(chǎn)過程中,會出現(xiàn)重量的偏差。往往鑄鐵平臺的設計考慮到鑄造誤差和機械加工的誤差,鑄鐵平臺的重量誤差 般不得超過10,超過10時,要對鑄鐵平臺的質量做進 步的鑒定才可以確定此鑄鐵平臺是否可以投入使用。鑄鐵平臺按結構分為筋板式和箱體式;按用途分為檢驗平臺、劃線平臺和壓砂平臺;按準度 別分為00、0、1、2、3 平臺,其中2 以上為檢驗平臺,3 為劃線平臺。
鑄鐵平臺加工要求:
1、機床調整
1)根據(jù)鑄鐵焊接平臺的被加工表面與工具的相對位置,將橫梁的高度調到適當?shù)奈恢谩?/p>
2)將兩個側工具架的高度調到適宜刨削平臺兩側面的位置。
3)因鑄鐵焊接平臺的重量大,行程長,所以切削速度不宜選擇過高。要在運行中調整行程長短,并要求在工作行程開始時能使工具低速切入平臺,在工作行程結束時能使工具低速切出大型鑄鐵平臺。
2、鑄鐵焊接平臺工具的選擇
1)鑄鐵焊接平臺平頭工具。這種工具的切刃較寬且平直,適宜大型鑄鐵平臺的精刨和半精刨用。
2)鑄鐵焊接平臺機械夾固式尖頭刨工具。適用于鑄鐵平臺的粗加工或半精加工。
3、鑄鐵平臺的裝夾:鑄鐵平臺的夾緊方法應按平臺的外形情況而定。若鑄鐵平臺的兩端有臺階或凹槽,則可用壓板在該處搭壓。若工平臺兩端法搭壓板,可用斜鐵或螺絲撐將平臺夾緊。
提高鑄鐵焊接平臺效率的方法:
、粘土砂濕砂造型工藝
多年的生產(chǎn)實踐表明,具有成本低、污染小、效率高、質量好等優(yōu)點的射壓、氣沖造型和靜壓造型等高度機械化、自動化、高密度濕度造型工藝,將成為我國今后中、小型鑄件生產(chǎn)的重要發(fā)展趨勢。
二、水玻璃砂造型造芯工藝
研究水玻璃的凈化及改性以提高其粘結性能,開發(fā)新型水玻璃砂舊砂回用工藝及設備,進 步推廣酯硬化水玻璃砂在中大型鑄鐵平臺上的應用。
三、樹脂砂造型造芯工藝
通過開發(fā)無或少污染的粘結濟、催化劑,研究與之配套的環(huán)保處理設備,應用和發(fā)展樹脂自硬砂、冷芯盒自硬工藝、溫芯盒法及殼型(芯)法。樹脂泛造型工藝的產(chǎn)品鑄鐵平臺,鑄鐵方箱,彎板等。
四、鑄造涂料
擴大和加強轉移涂料、表面合金化涂料的應用領域和機理研究。
鑄鐵平臺壽命延長方法:
1、為了防止鑄鐵焊接平臺發(fā)生的變形,在吊裝鑄鐵平臺時,要用四根同樣長度的鋼絲繩同時掛住鑄鐵平臺上得四個起重孔,將鑄鐵平臺平穩(wěn)吊裝在運輸工具上;
2、將鑄鐵焊接平臺支承點墊好、墊平,每個支撐點受力均勻,整個平臺平穩(wěn);
3、安裝鑄鐵焊接平臺時將鑄鐵平臺的各個支撐點用調整墊鐵墊好、墊實,由技術人員將平臺調整至合格精度;
4、使用鑄鐵焊接平臺時要輕拿輕放工件,不要在上面挪動比較粗糙的工件,以免對工作面造成磕碰、劃傷等損壞;http://www.chinaweiyue.com/
5、為了防止鑄鐵焊接平臺整體變形,使用完畢后,要將工件從鑄鐵平臺上拿下來,避免工件長時間重壓造成變形;
6、不用時要及時將鑄鐵焊接平臺工作面洗凈,然后涂上 層防銹油,并用防銹紙蓋上,用外包裝將大型鑄鐵平臺蓋好,以防止平時不注意造成對工作面的損傷
7、鑄鐵焊接平臺應安裝在通風、干燥的環(huán)境中,并遠離熱源、有腐蝕的氣體、有腐蝕的液體;
8、按實行定期周檢,檢定周期根據(jù)具體情況可為6-12個月。
聯(lián)系人 威岳機械謝女士15350773479
 會員業(yè)務:企業(yè)認證:技術支持:
會員業(yè)務:企業(yè)認證:技術支持: 新聞投稿:戰(zhàn)略合作:
新聞投稿:戰(zhàn)略合作:
滬公網(wǎng)安備31012002006133