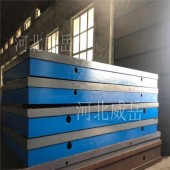
<del id="2s00k"></del> 鑄鐵焊接平臺的使用特點是配合壓板使用,用t型螺栓把壓板定位,使工件進行的卡住焊接,這樣優點算出來了!配合螺栓和螺桿對工件進行固定,方便焊接和裝配等工作,T型槽的尺寸要根據使用螺栓的尺寸來定,T型槽的規格尺寸 般都是按需要定制的。
按照在鑄鐵焊接平臺的端面和上平面已經畫好的加工線找正和裝夾平臺。焊接平臺的鑄鐵質量和熱處理質量對鑄鐵焊接平臺使用性能產生較大影響:或因殘存較大內應力使機床工作臺工作面變形;或因不耐磨損使精度不能保持;或因刮削困難得不到數值小的粗糙度。
因此選用焊接平臺注意鑄鐵材料的選擇,采用時效處理等方法、去掉鑄鐵機床工作臺的殘余應力。
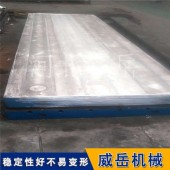
鑄鐵機床工作臺經過兩次人工處理 (人工退火600度-700度和自然時效2-3年),鑄鐵焊接平臺經久耐用,焊接平臺熱處理的目的是減少鑄鐵焊接平臺中的內應力,去掉鑄鐵焊接平臺的部分白口組織,提高機床工作臺工作表面的硬度和耐磨性,精度穩定,耐磨性能好。焊接平臺的材質為高強度HT150-300,工作表面硬度為HB170-350,工作表面采用刮削工藝,嚴格按計量檢定規程執行。
鑄鐵焊接平臺鑄件在鑄造冷卻過程中,由于各部位冷卻速度不同,容易產生內應力,可能導致鑄鐵平臺鑄件翹曲和裂紋,因此為尺寸穩定和防止變形開裂,對 些形狀復雜的鑄件,如床身、汽缸體、汽缸蓋等,需進行去掉內應力退火(又稱人工時效)。其規范 般為:去應力退火通常的加熱溫度為500~550℃保溫時間為2~8h,然后爐冷(灰口鐵),采用這種工藝可去掉鑄鐵平臺鑄件內應力的90~95,但鑄鐵組織不發生變化。若溫度超過550℃或保溫時間過長,反而會引起石墨化,使鑄鐵平臺鑄件強度和硬度降低。
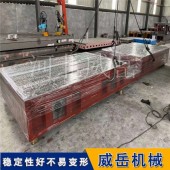
鈑金行業是焊接工作臺的主要應用去處, 些大型的折彎機經過折彎,切割后需要進行焊接,工裝等,這時候需要的焊接工作臺為基礎進行組對焊接。焊接時有時候需要進行的定位,工裝夾具會發貨作用,這時以焊接工作臺為基礎的功能發揮了作用。
所以鑄鐵焊接行業離不開焊接工作臺!工程機械設備的制造是重型焊接平臺應用的主要行業。 個泵車的管道焊接和起重機的大梁焊接都需要焊接工作臺,并且是重型的。工程機械的制造提高了焊接工作臺在制造過程中承載的重量,隨著承載幾噸到幾十噸的工作臺的制造,為大型焊接行不提供了的基礎支持,所以焊接工作臺也是隨著工業發展而提高的!
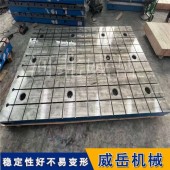
1、鑄鐵焊接平臺圖紙設計要根據客戶需求進行設計,依據焊接平臺GB/T 22095-2008,主要包括外形尺寸、承重大小、工作面T型槽尺寸、工作面精度等,外形尺寸越大,焊接平臺總體高度越高,比如2000mm×4000mm的焊接平臺,T型槽開口36mm(使用M30的緊固螺栓),T型槽間距250mm,承重20噸以下;總高度可以設計300mm,工作面厚度100mm,加強筋板厚度30mm,加強筋板包含50mm×50mm翻沿在內高度150mm-170mm;焊接平臺整體重量7.5-8噸。
2、鑄鐵焊接平臺毛坯鑄造分為樹脂砂造型和水泥沙造型,現在大型鑄鐵件 般采用這兩種造型方法,均為消失模鑄造, 般批量大有比較小的鑄件采用木模實型鑄造,樹脂砂造型多用于大型機床鑄件和焊接平臺鑄造,價方面要高于水泥沙造型的鑄件,80的焊接平臺采用水泥沙造型進行鑄造鑄件,這樣既能滿足焊接平臺技術參數的要求,又能降低焊接平臺的制造成本,是大多數廠家制造焊接平臺時用的工藝流程。焊接平臺鑄件要符合GB/T9439-2010 。
3、鑄鐵焊接平臺材質 般為HT200或HT250,這兩種材質占到焊接平臺材質的98以上,既能滿足焊接工件時的要求,又相對來說價低廉,無論是焊接平臺的抗拉力、硬度、耐磨程度均能滿足焊接要求。
4、鑄鐵焊接平臺熱處理是平面度不變形的根本,焊接平臺質量的好壞,熱處理是否合格是考察焊接平臺質量的參數之 ,焊接平臺毛坯熱處理執行GB/T5614-1985 ,無論時間、溫度均要符合要求。
5、鑄鐵焊接平臺工作面根據客戶需求來設計, 般焊接平臺工作面精度要求不高,滿足需要焊接的工件可以,工作面精度參照焊接平臺GB/T 22095-2008。
6、鑄鐵焊接平臺T型槽尺寸根據客戶需要來設計,需要焊接的工件又大、又重時,T型槽開口越大,換句話說是使用的用來固定工件螺栓越大,反之越小,T型槽之間的間距也是根據客戶的需求情況來設計,T型槽的技術參數根據GB/T158-1996進行設計、加工,如果是國外客戶T型槽應按照DIN650-1985德國設計。
1、鑄鐵焊接平臺圖紙設計是否合理,
2、鑄鐵焊接平臺采用哪種鑄造方式,
3、焊接平臺材質是否符合工作需要,
4、鑄件毛坯熱處理是否符合,http://www.chinaweiyue.com/
5、鑄鐵焊接平臺工作面加工精度能不能達到圖紙設計要求,
6、焊接平臺T型槽的相關數據是否和相符。
聯系人 威岳機械謝女士15350773479
 會員業務:企業認證:技術支持:
會員業務:企業認證:技術支持: 新聞投稿:戰略合作:
新聞投稿:戰略合作:
滬公網安備31012002006133