<del id="2s00k"></del>
|
公司基本資料信息
 |
||||||||||||||||||||||||||||||||
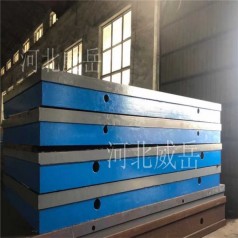
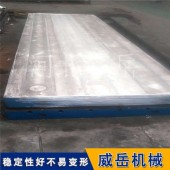
為了更好的在工業(yè)中發(fā)展,生產(chǎn)廠家對于鑄鐵焊接平臺也在不斷的改進和完善當中。為了避免空氣中的雜質(zhì)出現(xiàn)在鑄鐵焊接的平臺中,應(yīng)該保持車間廠房的干凈程度。盡量選擇無塵車間中使用結(jié)果會更好。選擇 款精致的工業(yè)產(chǎn)品尤為重要,尤其是三維柔性焊接平臺在工業(yè)生產(chǎn)中占據(jù)著舉住輕重的地位。好的鑄鐵焊接平臺可以很好的提高作業(yè)的效率,而且能夠更好的展現(xiàn)出平臺的便捷性優(yōu)點。值得 體的是,盡管三維柔性焊接平臺的作業(yè)結(jié)果很好,然而在使用過程中不建議長時間的放在陰冷潮濕的環(huán)境中使用。這點需要值得注意。
由于三維柔性鑄鐵焊接平臺的日常保養(yǎng)很重要,盡量在使用半年或者 年的時間內(nèi)進行 次保養(yǎng),會使得三維柔性鑄鐵焊接平臺的使用壽命有所延長,為了更好地投放到作業(yè)中去,廠房的濕度應(yīng)該控制在 定的生產(chǎn)范圍內(nèi)。
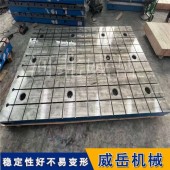
鑄鐵焊接平臺的特點:
1、鑄鐵焊接平臺工作面不能有嚴重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、繡點等問題。
2、鑄鐵焊接平臺的鑄造表面應(yīng)清楚型砂且平整,涂漆牢固。
3、精度等 為0 ~3 的平臺工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應(yīng)小于周圍材料的硬度。工作面堵塞的砂孔應(yīng)不多于4個,且砂孔之間的距離應(yīng)不小于80mm。
4、鑄鐵焊接平臺應(yīng)采用細密的灰口鑄鐵等材料制造,其工作面硬度應(yīng)為170~220HB。
5、鑄鐵焊接平臺工作面通常采用刮削工藝。對采用刮削加工的3 平臺工作面,其表面粗糙度Ra允許值為5μm。
6、鑄鐵焊接平臺應(yīng)去磁和穩(wěn)定性處理。
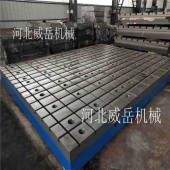
7、鑄鐵焊接平臺相對兩個側(cè)面上,應(yīng)有安裝手柄或吊環(huán)裝置的螺紋孔(或圓柱孔),且裝置位置的設(shè)計應(yīng)盡量減少因搬運而引起的變形。
8、若鑄鐵焊接平臺工作面上設(shè)置螺紋孔(或溝槽),其部位應(yīng)不高于工作面。
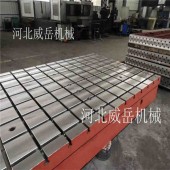
鑄鐵焊接平臺(鑄鐵平臺)的安裝方法:分別為平臺支架安裝,地錨器安裝、墊鐵安裝、地腳螺栓安裝支架安裝:鑄鐵平臺輕放到支架上、調(diào)整支架上的微調(diào)螺栓至到鑄鐵平臺水平。
有些鑄件,如機床鑄件的導(dǎo)軌表面、汽缸鑄件內(nèi)壁等需要提高表面硬度及耐磨性,常進行表面淬火處理。
鑄鐵焊接平臺毛坯鑄造分為樹脂砂造型和水泥沙造型,現(xiàn)在大型鑄鐵件 般采用這兩種造型方法,均為消失模鑄造,樹脂砂造型多用于大型機床鑄件和焊接平臺鑄造,價方面要高于水泥沙造型的鑄件,80的焊接平臺采用水泥沙造型進行鑄造鑄件,這樣既能滿足焊接平臺技術(shù)參數(shù)的要求,又能降低焊接平臺的制造成本,是大多數(shù)廠家制造焊接平臺時用的工藝流程。http://www.chinaweiyue.com/
去掉鑄鐵焊接平臺鑄件白口退火又稱為高溫石墨化退火。鑄鐵平臺鑄件表層及 些薄截面處,在冷凝過程中冷卻速度較快,容易產(chǎn)生白口組織,使鑄鐵平臺鑄件的硬度和脆性增加,造成切削加工困難、易剝落,因此采用退火(或正火)的方法去掉白口組織。退火工藝為:加熱到550-950℃保溫2~5 h,隨后爐冷到500—550℃再出爐空冷。在高溫保溫期間,游高滲碳體和共晶滲碳體為石墨和A,在隨后護冷過程中二次滲碳體和共析滲碳體也,發(fā)生石墨化過程。由于滲碳體的,導(dǎo)致硬度下降,從而提高了切削加工性。
聯(lián)系人 威岳機械謝女士15350773479
 會員業(yè)務(wù):企業(yè)認證:技術(shù)支持:
會員業(yè)務(wù):企業(yè)認證:技術(shù)支持: 新聞投稿:戰(zhàn)略合作:
新聞投稿:戰(zhàn)略合作:
滬公網(wǎng)安備31012002006133